(报告出品方/作者:山西证券,杨立宏)
1.汽车“新四化”打开连接器市场空间
1.1汽车的电动化、智能化、网联化、共享化趋势
汽车行业正朝着“新四化”方向发展。当前,全球汽车产业发生了翻天覆地的变化,大数据、人工智能、5G 等技术融入汽车产业,整个汽车行业正在朝着电动化、智能化、网联化、共享化,即“新四化”方向发展。随着电池技术的进步以及日益严苛的碳排放政策的驱动,电动汽车年销量已从2019年的210万辆增长至2021年的560万辆;尽管如此,2021年全球电动汽车销量仍仅占新车销量的7%,尤其在高碳排放的重型车辆领域电动车辆的渗透率仍不足1%。
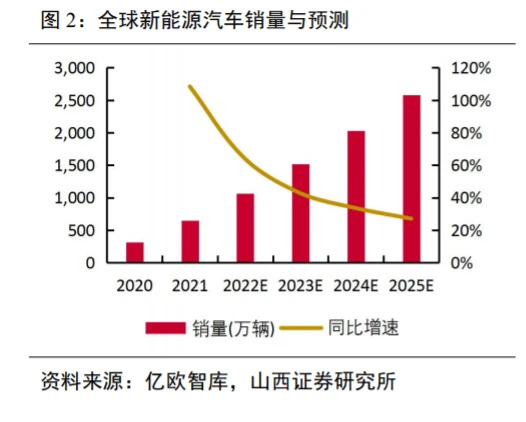
我国新能源汽车需求空间广阔,销量持续增加。随着国家政策的引导、购置税减免等各项补贴的落地,我国新能源汽车需求不断扩大。据中汽协数据,2022年1-11月我国新能源汽车产销分别完成625.3 万辆和606.7 万辆,同比均增长1倍,市场占有率达到25%。据乘联会数据,2022年11月新能源汽车国内零售渗透率达到36.2%,较2021年11月的20.8%提升了15.4个百分点。据亿欧智库数据,2021年中国新能源汽车销量为352万辆,同比增长157%,预计2025年中国新能源汽车销量为1359万辆;2021年全球新能源汽车销量为650万辆,同比增长108%,预计2025年全球新能源汽车销量为2580万辆。
汽车智能化升级已经是大势所趋。目前,汽车智能化是纯电动汽车发展的方向,由于纯电动汽车的动力来源完全是电力,因此车辆的各类转向、驱动、制动,以及空调都是来自电驱动。在此条件下,各种传感、传输信息和电信号紧密相连,因此容易实现对环境的感知、规划和决策,通过运用计算机、融合信息、人工智能及控制技术,有利于实现良心的人车交互,容易实现汽车的智能化发展。为了助推汽车的智能化发展,我国相继出台了一系列相关政策,鼓励智能驾驶汽车的发展。
汽车的智能化方向主要聚焦在智能座舱领域和自动驾驶领域。智能化座舱是基于智能化、万物互联化大背景下的新型车内应用场景,通过整合驾驶信息和车载应用,利用车载系统的强大信息数据处理能力,为驾驶者提供高效且具科技感的驾驶体验,由硬件、软件、交互三大主要部分组成。消费者对汽车座舱功能的需求维度不断拓展,尤其新一代年轻消费者注重科技感的交互体验,寻求个性化体验,对座舱内产品的智能化水平的关注程度已经超过座舱座椅舒适度、空间宽敞度等因素。
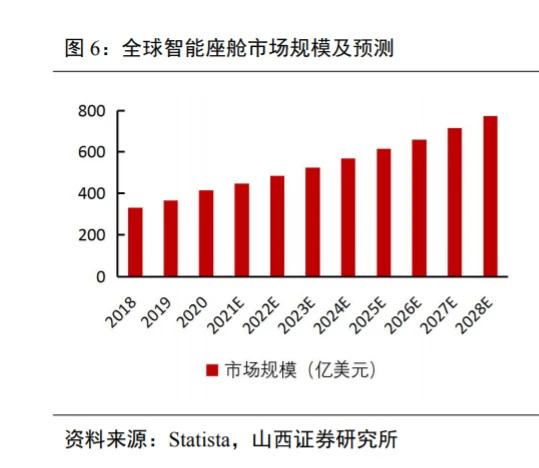
智能座舱实现难度较小,市场空间广阔。由于实现难度相对较小,成果易感知等,智能座舱将成为汽车智能化趋势下最先迎来快速发展的方向之一,市场空间广阔。据 Statista 预计,到2028年全球智能座舱市场规模将提升至775.4亿美元;据 ICVTank 预计,2025年中国智能座舱市场规模将达到1030亿元,2017-2025年均复合增长率达13%。
除智能座舱外,自动驾驶也是汽车智能化的重要代表。自动驾驶是一种机动车驾驶系统,它通过人工智能、视觉计算、雷达、监控装置和全球定位系统协同合作,让电脑可以在没有人类主动操作的情况下,自动安全地操作机动车辆。2021年8月 20日,国家市场监督管理总局、国家标准化管理委员会批准发布了《汽车驾驶自动化分级》,该标准于2022年3月1日起开始实施,规定了汽车驾驶自动化功能地分级,基于驾驶自动化系统能够执行动态驾驶任务地程度,根据在执行动态驾驶任务中地角色分配以及有无设计运行范围限制,将驾驶自动化分成0级至5级。
自动驾驶级别越高,对连接器的需求量越大,性能要求也越高。根据《智能网联汽车技术路线图2.0》规划,到2025年,国产 L2 级、L3 级自动驾驶的智能网联汽车将占汽车总销量的50%;到2030年,国产 L2 级、L3 级自动驾驶的智能网联汽车在销量中的占比达到70%,L4 级自动驾驶车型占比达到20%。根据高工智能汽车研究院数据显示,2021年全年国内新车搭载前向 ADAS(高级驾驶辅助系统)上险量为807.89万辆,同比增长29.51%。其中 L2 级 ADAS 新车搭载上险量为395.62万辆,同比上年同期增长77.65%,而 L2+级 ADAS 新车全年的上险量也已经呈现出快速攀升的态势。随着高级别 ADAS 的渗透率快速提升,车载传感器用量增加,数据传输要求(高速高频大数据量)相应提高,智能网联连接器使用量也随之增长。
自动驾驶任重道远,未来可期。自动驾驶需要大量的资金进行研发投入,其大规模落地商业化仍需时日。据 IDC 与 IHS Markit 数据,2026年全球自动驾驶市场规模将达到4120亿美元,未来5年年均复合增长率为29%;L0 汽车出货量从2021年的44百万辆增长至2026年的5百万辆,L3 及以上汽车出货量从2021年的0增长至2026年的14百万辆。
1.2汽车连接器是各个电子系统连接的信号枢纽
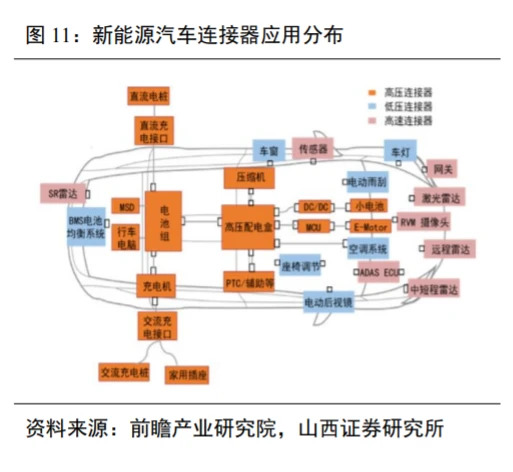
汽车连接器广泛应用于汽车的各个子系统中。传统燃油车单车所用连接器数量约为500个,而新能源汽车单车将运用800-1000个连接器,车载连接器数量需求翻番。汽车电动化、智能化、网联化趋势下,汽车电子应用将从中高端车型向低端车型渗透,在整车制造成本中的占比不断提高,在新能源整车中成本占比达到45%-65%。汽车连接器作为各个电子系统连接的信号枢纽,广泛应用于动力系统、车身系统、信息控制系统、安全系统、车载设备等方面。
汽车连接器主要分为低压连接器、高压连接器和高速连接器三种。按照传输介质的不同,汽车连接器可以分为传输交换数据信号的高速连接器和传输交换电流的电连接器,根据工作电压的不同,电连接器可以进一步划分为低压连接器和高压连接器。低压连接器通常用于传统燃油车的 BMS、空调系统、车灯等领域;高压连接器普遍用于新能源汽车的电池、高压配电盒、空调、直/交流充电接口、充电枪、充电座等;高速连接器主要用于需要高频高速处理的功能,如摄像头、传感器、广播天线、GPS、蓝牙、WiFi、无钥匙进入、信息娱乐系统、导航与驾驶辅助系统等。
1.3汽车电动化对高压连接器带来全新增量
汽车电动化增加的需求主要在高压连接器,因为核心部件三电系统都需要高压连接器的支持,比如驱动电机需要提供大功率的驱动能量,需要相应的高压和大电流,远超过传统燃油车的 14V 电压。高压连接器通常指工作电压在 60V 以上、主要负责传输大电流的连接器,主要由机壳(公端、母端)、端子(公母端子)、摇臂、屏蔽罩/屏蔽层、防护密封(尾部、半端、线端、接触)、尾部防护盖、高压互锁系统(互锁 PIN)、 CPA 系统等结构组成。
新能源汽车两种补能方式使用的电连接器与换电连接器均属于高压连接器。新能源汽车主要由充电和换电两种能源补给模式,这两种补能模式的载体一种是充电桩,另一种是换电站。与充电桩的充电模式不同,换电是通过集中型充电站对大量电池集中存储充电,同时在电池配送站内直接完成对电动车进行电池更换。据中国充电联盟数据,截止2022年11月,我国公共充电桩173.1万台(同比增加105.4%,其中包含直流充电桩73.2万台与交流充电桩99.9万台),随车配建充电设施321.8万台(同比增加316.5%),共计484.9万台,同比增加107.5%;2022年1-11月,充电基础设施增量为233.2万台,新能源汽车销量为606.7万辆,桩车增量比为1:2.6,充电基础设施建设能够基本满足新能源汽车的快速发展。
为了提高补能效率,大功率快充成为各车企的研发重点。相较于 400V 架构,切换 800V 架构能够使充电时间减少一半。车型方面,电动汽车的续航里程逐渐向 400km 以上集中,长续航里程汽车电池容量大,一些车企的 B、C 级车型规划电压平台开始从 400V 提升至 800V 左右,一些车企开始规划 900V 以上的电压平台,电池充电倍率也逐渐从 1C 向 4C 及以上迈进。从充电桩端看,电压提升到 1000V 时,500A 电流其充电功率可达 500kW 可满足5分钟快充的需求。从 400V 增加至 800V 对连接器的可靠性、体积和电气性能均提出了更高的要求,其在机械性能、电气性能、环境性能三方面均将持续提升,带动高压连接器单车价值量上升。

高压连接器逐步向高安全性、集成化、大电流方向发展。电动汽车高压连接器的发展与电动汽车的发展的同步进行的,从连接器的角度来说,国内高压连接器发展经历了以下几代,第一代高压连接器产品由工业连接器该款而来,以金属壳体为主,不具备高压互锁功能,而且防误插入效果一般;第二代高压连接器增加了高压互锁功能,连接器的外壳材料由金属变为塑料;第三代高压连接器则是以塑料+屏蔽功能+高压互锁为特点,由代表的是行业中800系列产品,是通过操作顺序来实现部分二级解锁功能,不是直接机械式结构;第四代高压连接器具备特殊的机械结构从而实现二级解锁功能,安全系数大大提高,有代表性的是行业中 280 系列产品,通过机械结构来实现二级解锁功能,更为安全;未来一代高压连接器要解决的问题是如何通过冷却方式来有效提高传输能量的密度,降低质量,提高产品综合性能,如配合大功率充电带液冷、风冷的方式。
高压连接器成本远高于低压连接器。高压连接器的材料成本以及屏蔽、阻燃要求等性能指标高于传统低压连接器,因此新能源汽车单车使用连接器价值远高于低压连接器。纯电动乘用车单车使用连接器价值区间为3000元左右,纯电动商用车单车使用连接器价值区间为8000元左右。 我国新能源汽车的销量增长会带动高压连接器持续放量。随着我国新能源汽车保有量越来越大,目前以充电为主要补能的模式矛盾日益凸显,换电模式的重要性会逐渐显现,同时带动换电连接器发展。换电连接器属于高压连接器的一种,是电池包唯一的电接口,需要同时提供高压、低压、通信及接地的混装连接;由于更换电池频率高,换电连接器还要满足高寿命、低维护成本的要求。2025年中国市场新能源车高 压连接器增量需求有望达249.2亿元,2021 至2025年年均复合增长率有望达43.7%。
1.4汽车智能化带动高速连接器需求快速增长
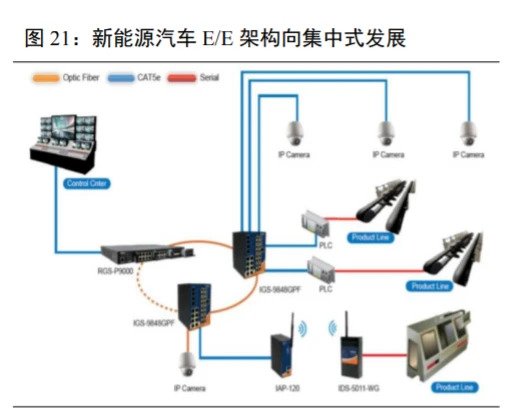
高速连接器向集中式逐步演变,出于安全考虑倾向于本土供应商。随着汽车电子化程度持续提高,整车E/E 架构由分布式向集中式逐步演变,叠加自动驾驶等智能化趋势驱动,汽车算力及数据传输速率要求显著提升,带来车载高速通信连接器增量需求,以自动驾驶辅助系统为例,自动驾驶级别为 L1 和 L2 需要安装的摄像头为3-5颗,L4-L5 基本在10-20颗,摄像头数量变多对应的高频高清传输连接器数量会相应增加;车企也将倾向于采用本土供应商,从而确保数据安全。高速连接器主要包括射频连接器(Fakra 连接器、 Mini Fakra 连接器、HSD 连接器)和以太网连接器,通常会组合使用以保证汽车不同的智能化需求。Fakra 连接器一般应用于传感器的安装连接;Mini Fakra 连接器因其良好的集成化性能,作为传感器数据与 AVM 系统的传输中介;HSD 连接器主要应用在 AVM 到主机端、主机端到座舱的高速传输;车载以太网连接器则作为车内通信的主干网络,连接车端内部的各个子系统。汽车智能化水平越高,对于高频高速连接器的需求越大,单车连接器的价值量越大。
新一代高速连接器需满足高数据传输要求。目前开发出的 HFM 连接器能满足汽车智能化与网联化需要的高数据传输要求,不仅包括 ADAS 所需的摄像头、雷达等,还包括信息娱乐系统所需的高分辨率显示器,以及车辆联网所需的 V2X 天线。在传输数据量大幅提升的同时,体积也缩小了80%。未来汽车智能化与网联化的趋势会越来越清晰,汽车智能化场景会越来越丰富,影像清晰和连接器的频率、速度上会有更高要求,射频的需求量有明显提升,射频连接器的使用数量和单车价值量还会提升。因此,在高频及高速连接器领域,对产品的小型化、精密化、高可靠性指标要求将更高。 随着汽车智能化的不断发展,高速连接器应用随之增长。高等级自动驾驶渗透率提升打开高速连接器需求空间,2025年中国高速连接器市场空间有望达135亿,2021至2025年年均复合增长率有望达19.8%。
2.连接器的高性能对铜合金的高品质提出要求
2.1 铜合金是连接器的重要组成部分
铜合金主要应用于连接器端子,约占总成本的26.4%。连接器制造业上游主要为金属、电镀材料、塑胶材料等。其中金属材料主要用于制作连接端子,为避免信号在传输过程中受到过多阻碍或衰退,端子多采用磷铜、黄铜、紫铜等铜材作为原材料。在电镀材料的选择上,以镀金、镀锡、镀镍和镀银等为主。塑胶材料 PA、LCP 等为主,用于制造连接器产品的外壳。根据电连技术公司公告,直接原材料成本在汽车连接器中占比60.29%,在射频连接器中占比63.40%。根据 Bishop&Associates 数据,铜材占连接器总成本的26.4%。
根据中汽协与亿欧智库数据,我国2021-2025年新能源汽车销量分别为352万辆、670 万辆、900 万辆、1130 万辆、1359 万辆。 根据 ICA 数据,传统汽车内燃机(ICE)用铜 23kg,混合电动汽车(HEV)用铜 40kg,插电混合电动汽车(PHEV)用铜 60kg,纯电动汽车(BEV)用铜 83kg,混合电动公交车(Ebus HEV)用铜 89kg,纯电动公交车(Ebus BEV)根据电池容量大小用铜量位于224-369kg 区间;我们采用 BEV 单车用铜量 83kg 进 行测算。 根据 IDTechEx 数据,新能源汽车用铜量中,电池占比48%,电机占比12%,高压线束占比6%,低压线束占比28%,其他占比6%;经测算,每辆新能源汽车低压线束用铜量为23.24kg,高压线束用铜量为4.98kg。 低压线束系统中,低压线缆(一般采用无氧铜丝)用铜量占比约85%,低压连接器(一般采用紫铜合金带材)用铜量占比约15%;高压线束系统中,高压线缆(一般采用退火纯铜)用铜量占比约75%,高压连接器(一般采用黄铜、磷青铜、铍青铜等铜合金)用铜量占比约15%;经测算,单车低压线缆用铜量约19.75kg,单车低压连接器用铜量约3.49kg,单车高压线缆用铜量约3.74kg,单车高压连接器用铜量约0.75kg。 根据百川盈孚数据,无氧铜丝软线、紫铜带、紫铜棒、磷铜合金、铍铜合金的2021年均价分别为6.94万元/吨、7.62万元/吨、7.43万元吨、7.21万元/吨、16.68万元/吨。 经测算,我国高压连接器用高端铜合金2022-2025年需求量为0.50/0.68/0.85/1.02万吨,2022-2025年我国新能源汽车线束系统用铜市场规模分别为137/184/230/277亿元。
.jpg)
2.2 铜合金品质是汽车连接器性能的关键因素之一
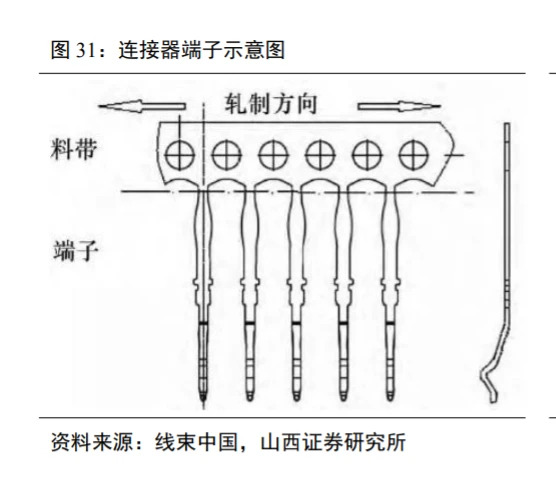
接触件为连接器的核心部件,对铜合金的性能有很高的要求。汽车线束的接触件是汽车连接器完成电连接功能的核心部件,是汽车线束端子压接和保证线束正常工作的关键,对接触件用铜合金材料的力学、导电、抗应力松弛和折弯成型性能有很高的要求,所需要的性能包括高接触力、位移形变小(下压行程有限但需高接触力)、折弯角度小(产品微型化)、交变应力不失效(高插拔次数)、较低的接触阻抗、好散热性及低温升、持久的高接触力/高温环境下工作、符合环境标准等。因此,这就要求铜及铜合金带必须具备高屈服强度、高弹性模量、高导电率、优异的弯曲性能、优异的抗疲劳性能、无环境有害物质等。
连接器高压、大电流、小型化趋势对铜合金品质提出新的高要求。连接器高压、大电流和小型化是目前阶段主要的行业趋势。小型化需要铜材具备更高的弹性模量和强度,来保障连接可靠性,连接器小型化对零部件加工成型条件更为严苛,在具备高强度的同时需要更好的成型性,比如:车削和折弯。电流和电压的增大则需要进一步提高铜材导电率,以降低连接器使用过程中产生的温升。此外,汽车用连接器的使用工况往往比较恶劣,比如:要适应寒冷天气和炎热的气候,还有行驶过程中的高频振动等。因此,同时兼顾强度、导电、加工性能、热应力松弛和疲劳性能的平衡型合金将是一大需求方向。
铜材品质是影响接触件性能的根本因素。铜材是制作连接器导电核心零件——接触件的基础材料,其品质是直接影响连接器接触件电接触可靠性的关键因素。在所有影响因素中,接触件铜材合金品质是最根 本的,也是最基础的,铜合金品质对连接器端子的主要影响包括:1)对端子外观和尺寸的影响,绝大多数 的端子在冲压成型过程中都是以弯曲为主的变形方式,在弯曲成型过程中,主要存在材料弯曲回弹造成的 尺寸超差问题、弯折开裂的外观问题等,铜合金的回弹特性造成了端子外形尺寸超差的品质缺陷,严重时 将会影响到后续连接器装配精度;2)对端子插拔力的影响,连接器端子插拔力的大小与端子材料的厚度、 弹性模量、摩擦系数、弹性结构的宽度和位移量成正比,与弹性结构的悬臂长度呈反比,端子插拔力过小 易脱落,导致电接触不稳定或失效,插拔力过大造成装配困难;3)对端子电器性能的影响,接触电阻是汽 车连接器端子的主要电气性能,它直接影响汽车各电器设备的信号传输和电气连接的稳定性和可靠性,导 体电阻主要取决于端子使用铜合金材料本身的导电性能;4)对端子环境性能的影响,汽车连接器端子的环 境性能主要包括耐温性能和耐腐蚀性能等,端子长时间在高温条件下工作,不可避免地会出现应力松弛现 象,最终导致端子接触失效,因此在连接器选材时需要根据端子的实际工作环境温度来选择抗应力松弛特 性优异的铜合金材料。
接触件铜材要求耐高温、加工成型性良好、内部弹性均匀、耐腐蚀性好、导电、导热率高和可焊性好。 《电连接器接触件总规范》(GJB1216)规定:最高工作温度125℃接触件一般使用铜合金,没有规定材料类别。为防止刚性插针插拔时弯曲损伤,插针常选用具有较高机械强度的黄铜(H62、HPb59-1等制作;为保证弹性插孔插合时接触可靠,防止塑性变形和应力松弛插孔常选用具有较高弹性极限与疲劳极限和适当弹性模量的锡青铜(QSn4-3、QSn6.5-0.1等)、铍青铜(C17200、QBe2 等)或镍硅青铜(C70250 等)制作。随着新能源汽车向高压化、智能化、网联化发展,高压连接器与高速连接器对铜合金材料的性能会提出更高的要求。
2.3高端铜合金进口依赖严重,国产替代需求迫切
我国铜合金行业发展不平衡,高端产品主要依赖进口。中国铜加工行业经过多年的快速发展,虽然已经形成了较为完善的产业布局,但是产业仍然存在发展结构不平衡、产能利用不充分、利润率极低等多种问题。当前,我国铜加工材产品尽管能够覆盖绝大多数应用领域的需求,但部分高端市场仍得不到满足,控制权依然掌握在日本、德国、美国等发达国家手中。产品高端化、实现进口替代,是铜加工行业向上突破的发展瓶颈。
我国进口铜材产品主要为高端铜合金。2021年中国铜板带箔进口产品中,无衬背精炼铜箔进口13.2万吨,黄铜带进口3.78万吨,其他铜合金带进口2.51万吨,紫铜带进口2.21万吨,白铜板带进口1.40万吨,锡青铜带进口1.29万吨,其他无衬背铜合金箔进口0.99万吨,无氧铜带进口0.95万吨,其他产品0.6 万 吨以下。其中,黄铜带、紫铜带、锡青铜带、无氧铜带我国生产水平已与国际先进水平无明显差别,国内能实现进口替代;无衬背精炼铜箔(主要为电子电路铜箔、压延紫铜箔)、其他铜合金带(主要为高铜合金带)、白铜板带、其他无衬背铜合金箔(主要为压延铜合金箔)的高端产品还存在差距,国产替代需求迫切。
我国在努力研发新一代铜合金材料,尽力做好国产替代。铜板带方面,当前我国第一代、第二代铜及铜合金板带材:高导电(热)纯铜系列产品、黄铜、青铜、普通白铜、C192、C194 制备技术成熟;第三代铜合金板带材:中强度合金产品(CuCrZr、C7025)制备技术趋于成熟,蚀刻引线框架带材批量销售;第四代铜合金板带材:双60合金(MSP1、KLF170)在国内供应紧张,高品质 C7025 和 C7035 比较紧缺,高性 能铜铬锆、铜钛合金板带、半蚀刻引线框架带材处于小批量试用阶段;第五代铜合金带材:双70、双 65合 金,我国正在率先研发;其他新型合金类:CFA(CuFe)合金制备技术领先。
连接器用铜合金主要经历了三代发展。第一代以普通黄铜、锡磷青铜锌白铜为主,主要以形变强化和固溶化为主;第二代以铁青铜、Cu-Ni-Sn-P 系为主虽然具备了析出相的析出强化,但占比不高,整体生产工艺还基本按照第一代铜合金工艺;第三代铜合金包括铬锆铜、铜镍硅系、钛青铜等,基本以析出强化为主,生产工艺也更为复杂,固溶、时效热处理要求更高。

金品铜科、洛阳铜业、博威合金等企业在部分汽车连接器用铜合金方面取得成果。近年来我国金品铜科、洛阳铜业、博威合金等铜加工骨干企业为实现替代进口目标,瞄准航空、航天、通讯等高端应用领域紧缺的高强度、高电导、高精度的接触件铜材,开展铍铜、钛铜、镍硅铜、镍钴硅铜、铬锆铜、铁铜和碲铜等系列合金熔铸、轧制、热处理、精整等工艺攻关,取得了许多研发和产业化生产成果。目前部分铜合金带、丝材已能替代进口,镍钴硅铜、铬锆铜和碲铜等合金成功应用于新能源汽车连接器。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)
精选报告来源:【未来智库】。